

 55
55
1 引言
近年来, 国内外的微电子机械系统 ( MEMS )研究取得了较大的进展, 很多种类的 MEMS 芯片研究已经相当成熟, 对于先进的微电子机械系统来说, 更多的关注已经集中到这些系统的封装上面。目前的封装技术大多是从集成电路封装技术继承和发展而来的 , 但 MEMS 器件 自身 有其 特殊 性。MEMS 系统是一个含有多种材料组成的三维结构和活动组件, 并且常常要处于高温、高湿或酸碱性恶劣环境之中, 所以对封装技术提出了更高的要求:
( 1 ) 高真空。 EMS 系统常包括可动部件, 如微型阀、微型泵、微齿轮等。为了使运动部件能长期可靠地工作, 需要真空封装以减小摩擦。
( 2 ) 高气密性。一些 MEMS 器件, 如微陀螺必须在稳定的气密条件下才能长期可靠地工作。
( 3 ) 特殊的封装环境和引出。某些 MEMS 器件 ( 如光 MEMS 器件) 的工作环境是气体、液体或透光的环境, MEMS 封装就必须构成稳定的环境, 并能使气体、液体稳定流动, 使光纤输入低损耗。
( 4 ) 高隔离度。对 MEMS 射频开关隔离度尤为重要, 为了保证其他干扰信号尽可能小, 要求对传感器的某些部位进行封装隔离, 否则干扰信号叠加在所采样的有用信号上将使 MEMS 的正常功能难以发挥。
( 5 ) 低应力。在 MEMS 器件中, μm 或 μm/nm 尺寸的部件, 如悬臂梁、微镜等, 其精度高,但结构脆弱易断裂, 因此封装对器件产生的应力应尽可能小。要充分发挥 MEMS 的性能, 就要为其提供适宜的工作环境, 将芯片与外部环境隔离开, 避免不必要的外部干扰及侵害。本文将介绍 MEMS 封装中的封帽工艺技术及封装内部环境的控制。
2 封帽工艺技术
将 MEMS 器件组装到外壳内并完成电连通后,需要用盖板将外壳密封起来, 即封帽。目前, 主要有平行缝焊、钎焊、激光焊、超声焊和胶粘等五种封帽工艺技术。
2.1 平行缝焊
气密 MEMS 器件最常用的封帽方法是平行缝焊, 平行缝焊是单面双电极接触电阻焊, 如图 1( a ) 所示, 其工作原理是用两个圆锥形的滚轮电极与金属盖板接触形成闭合回路, 整个回路的高阻点在电极与盖板接触处, 电流在接触处产生大量热量, 使得盖板与焊框上的镀层呈熔融状态, 凝固后形成一个焊点。在焊接过程中, 电流是脉冲式的,每一个脉冲电流形成一个焊点, 由于管壳做匀速直线运动, 滚轮电极在盖板上做滚动, 因此就在外壳盖板的两个边的边缘形成了两条平行的、由重叠的焊点组成的连续焊缝, 如图 1 ( b ) 所示。平行缝焊的工艺参数主要有焊接电流、焊接速度、电极压力、电极锥顶角度等, 只要选择好焊接规范, 就可以使彼此交迭的焊点形成一条气密性很好的焊缝,漏气率小于 5×10 -9 Pa · m 3 /s ( He ) 。平行缝焊仅对局部加热, 内部芯片温升低, 因此封焊过程不会对芯片造成影响。平行缝焊机操作箱内可充惰性气体, 内连的烘箱, 可对预封器件烘烤, 从而有效控制封装腔体内的水汽含量。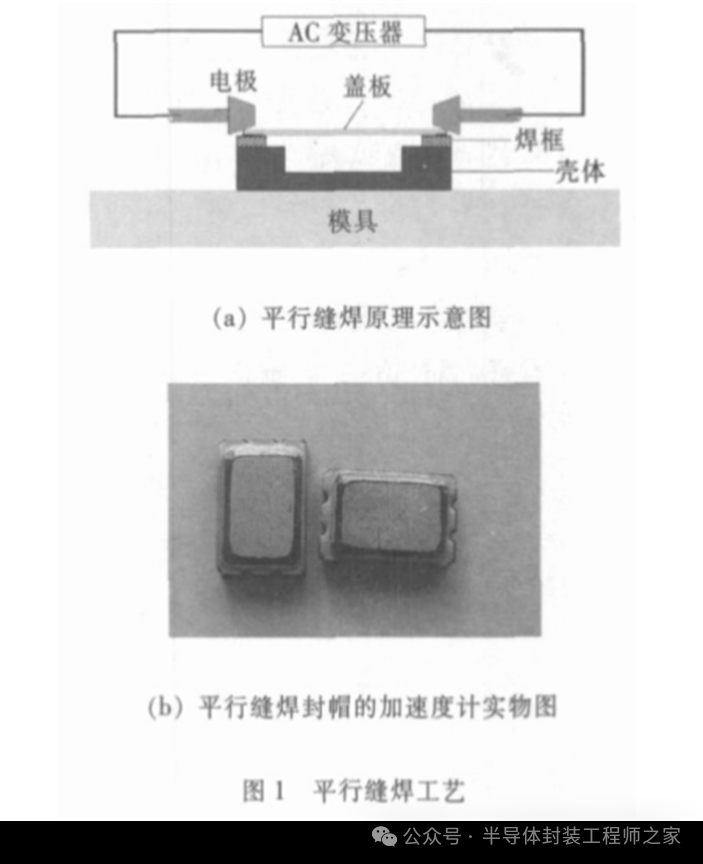
2.2 钎焊
钎焊可实现气体填充或真空封帽, 它是将焊料放在盖板和外壳之间施加一定的力并一同加热, 焊料熔融并润湿焊接区表面, 在毛细管力作用下扩散填充盖板和外壳焊接区之间的间隙, 冷却后形成牢固焊接的过程。盖板焊料有金锡 (Au 80 Sn 20 ) 、锡 - 银 - 铜 ( Sn 95.5 Ag 3.8 Cu 0.7 ) 等。高可靠 MEMS 器件最常用的盖板钎焊材料是熔点为 280 ℃ 的金锡( Au 80 Sn 20 ) 共晶焊料。它具有熔点适中、强度高、浸润性优良、低黏滞性、高耐腐蚀性、高抗蠕变性等优点。焊料可以涂在盖板上, 或根据盖板周边尺寸制成焊料环。图 2 ( a ) 是金锡 ( Au 80 Sn 20 ) 焊料环用于陶瓷封装气密封帽示意图; 图 2 ( b ) 是钎焊封帽的微陀螺仪表头。
影响焊接质量的工艺因素有炉温曲线、最高温度、气体成分、工夹具等。在炉内密封时, 需要采用惰性气体 ( 一般为 N 2 ) 保护, 以防止氧化; 或真空焊接, 焊接温度在 280 ℃ 的共熔温度以上约350 ℃的峰值温度下, 保温时间一般为 3~5 min 。选择好焊接参数, 封帽成品率可在 98% 以上。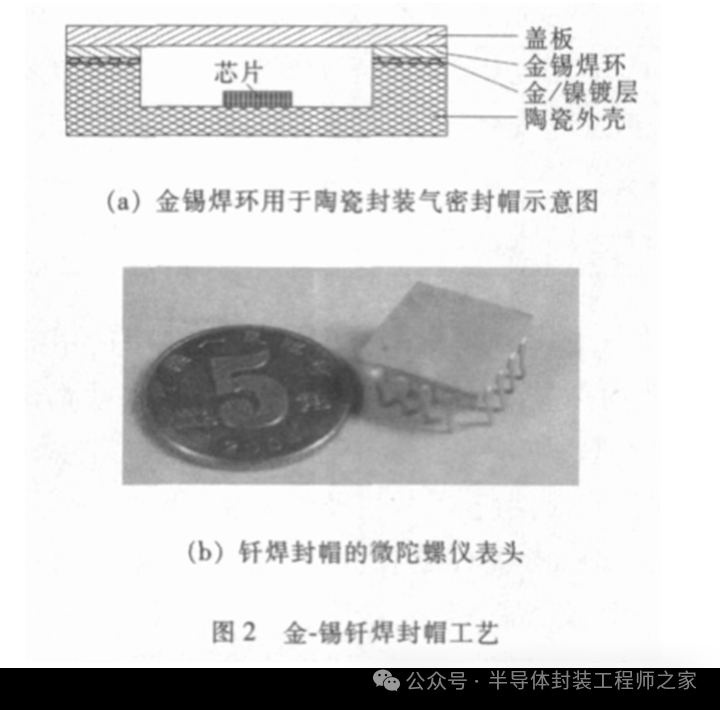
2.3 激光焊接
激光焊接是利用激光束优良的方向性和高功率密度的特点, 通过光学系统将激光束聚集在很小的区域和很短的时间内, 使被焊处形成一个能量高度集中的局部热源区, 从而使被焊物形成牢固的焊点和焊缝。利用激光器可以对热塑性塑料、陶瓷和金属封装与几乎所有透明材料制成的盖板密封。不同的材料具有不同的密封机理, 热塑性塑料可以软化结合, 热固性可以固化, 玻璃熔融, 焊料熔化, 金属可以被钎焊甚至焊接。激光焊接能够焊接不规则几何形状的盖板和外壳且具有焊缝质量高的特点。若进行气密性封焊, 一般都能很容易地达到漏气率小于 5×10 -9 Pa · m 3 /s ( He ) 。激光器能量高度集中和可控, 加热过程高度的局部化, 不产生热应力, 使热敏感性强的 MEMS 器件免受热冲击。
利用穿过玻璃的激光能量将玻璃盖板密封到LCP 模塑封装上, 其示意图如图 3 所示。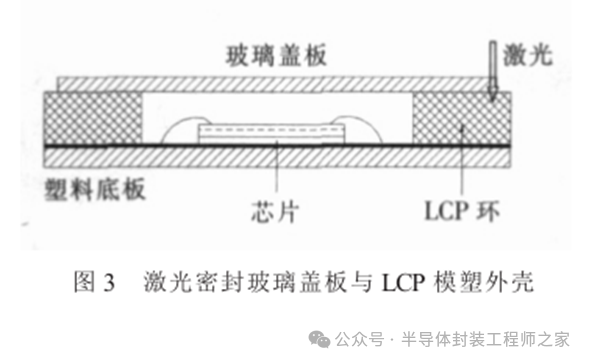
玻璃密封能通过粗检漏和氦细检漏测试, 在灵敏度范围为 1×10 -9 atm · cm 3 /s He 的情况下, 检测25 只样品没有发现一只漏气。结果表明激光焊接是一种将玻璃盖板密封到模塑 LCP 的实用方法。热塑性塑料可以作为一种粘接材料, 放在非塑料封装和玻璃之间。穿过玻璃的激光能量被塑料吸收,并转换成热使塑料软化。 LCP 是用于玻璃和陶瓷粘接的准气密粘合剂。
2.4 超声焊接
超声焊接就是使用超声能量来软化或熔化焊点处的热塑性塑料或金属。其工作原理为: 震动能量通过一个能放大波幅的增幅器传输, 然后超声波传输到声极, 直接把震动能量传递到要组装的零件, 声极也能施加焊接所需的焊接压力, 震动能量通过工件传输到焊接区, 在焊接区通过摩擦, 机械能再转换成热能, 使材料软化或熔化到一起。
通过施加一定的压力和超声震动, 可以将盖板焊接到封装体上: 典型频率为 20 、 30 或 40 kHz 。焊接质量取决于设备和零件的设计、焊接材料的性能以及能量过程, 常规零件的超声焊接时间小于1 s 。此工艺的特点是能效高、成本低、生产效率高、易实现自动化。一些 MEMS 使用的 LCP 模塑封装和盖板是用超声焊完成的[ 4 ] 。对于低量程的MEMS 加速度计悬臂梁其谐振频率在 5 kHz 以下,超声频率不会引起谐振也不可能造成粘附和损伤, 对于大量程的 MEMS 加速度计谐振频率均在50 kHz 以上, 悬臂梁的刚度较大, 超声频率不会对其造成任何影响。
2.5 胶粘封帽
所有材料都可以采用有机粘合剂密封, 最通用的盖板粘合剂是以热固性环氧为典型代表的热固化粘合剂, 环氧对大多数金属 ( 尤其是含有某些氧化物的金属) 、塑料、陶瓷和玻璃有很强的粘附性。粘合剂可以是触变软膏、低黏度流体或固态膜的形式。软膏可以丝网印刷在盖板底部或封装墙体的上部边缘上, 随后, 将盖板固定在封装体上, 并加热和加少量力, 可以直接加热盖板 - 封装或将整个封装组件移进一个炉子内。 RJR 公司的预涂 B类粘合剂已经用于不同种类型的零件和盖板中, 它们用于光和 MEMS 腔型封装的密封封帽。
但是这 些 B 类环氧在室温下会慢慢聚合, 它们都有储存期限, 零件储存在冰箱中, 储存期可以延长至一年左右。这种封装形式非常适合对环境要求不是很苛刻的 MEMS 器件, 如 MEMS 光开关、 MEMS光可变衰减器和一般用途的 MEMS 惯性器件。 五种封帽工艺的特点及适用于 MEMS 器件(或组件) 的类型列于表 1 。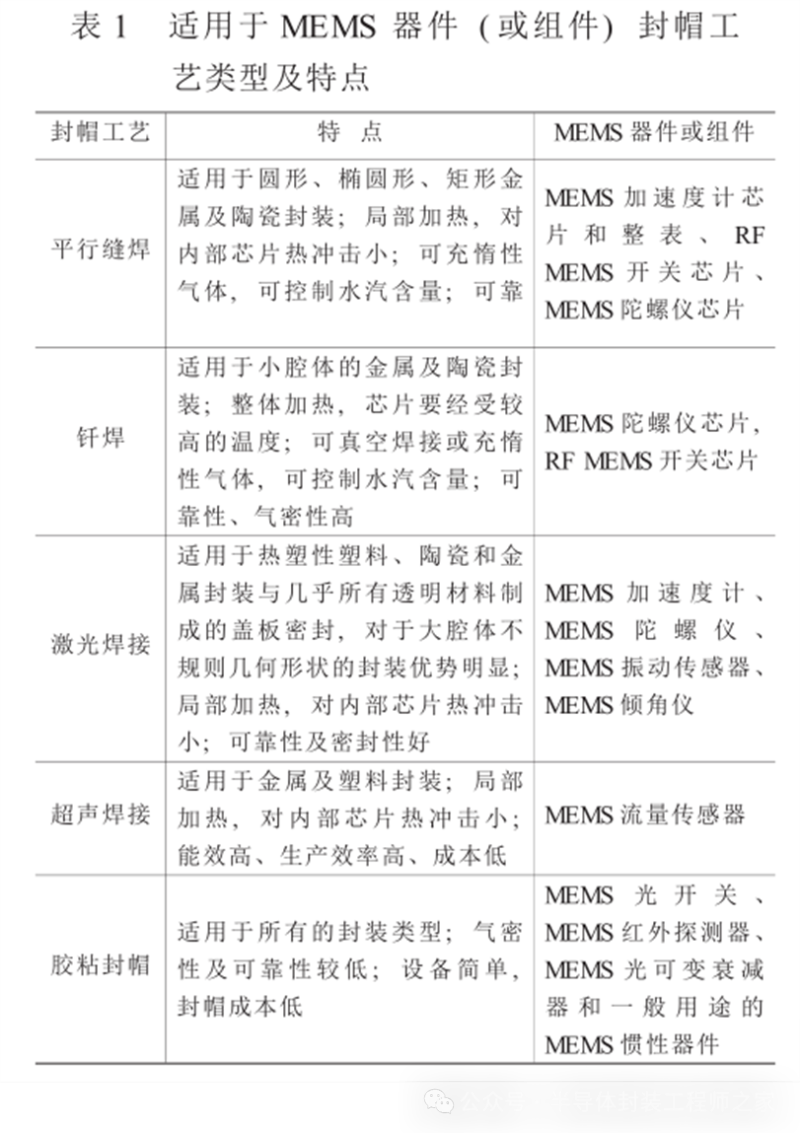
3 封装腔内环境控制
3.1 使用吸附剂
吸附剂是选择性的清除剂或吸引剂, 对于高真空密封封装, 即使进行了严格的密封前烘烤除气,封装完成后仍有一定的气体从各部件内部表面释放出来, 使用吸附剂可保证封装内部良好的真空状态。吸附剂包括气体、液体和固体吸附剂。重要的气体吸附剂包括氧气和氢气吸附剂, 氢气和氧气在气密封装内部均可被发现, 并且已知是有害的。最重要的液体吸附剂的目标是水, 水在高真空条件下是水蒸汽。一些湿气吸附剂也能吸附封装内部发现的氨、二氧化硫和其他有害物质。吸附固体的吸附剂是通用的, 无论何种成分的微小粒子均可被其俘获。表 2 列出了常用的吸附剂。
湿气和微粒吸附剂是 MEMS 封装中使用的最重要吸附剂类型。湿气对任何电子器件一般都是有害的, 但是它对于所有 MEMS 产品尤其棘手, 因为湿气会引起粘连。微粒吸附剂对微镜阵列和可以活动的 MEMS 器件更有价值。微粒吸附剂通常设计成一个多功能系统, 常用的多功能吸附剂, 例如STAYDRY GA2000-2 ( CSPM ) , 具有除湿和吸附微粒的功能, 能够增加工作寿命和 PIND 测试通过率。吸附剂有膏状和固体膜形式,较常用的是固体膜形式, 塑性粘合剂制成的固体膜, 具有内粘附特性, 可按尺寸切割并粘贴到封装腔体内。膏状吸附剂可印刷或点涂在盖板或封装体上。这些产品都有特定的固化或烘干步骤。
使用吸附剂的 MEMS 器件在封帽时, 应先激活吸附剂, 以使其达到最大的效能。不同类型的吸附剂要求的激活温度与时间不同。如 STAYDRYGA2000-2 ( CSPM ) , 激活温度为 225 ℃ , 时间30 min , PaGe ( saes ) 激活温度为 300 ℃ , 时间15 min 。要根据所选吸附剂的类型确定具体的封帽步骤。如果吸附剂的激活温度低于焊料的熔点, 可以将盖板和管壳组装后一同加热, 达到吸附剂的激活温度和时间后再升至封帽温度完成封帽过程。如果吸附剂的激活温度高于焊料的熔点, 就要采用特殊的设备和工装夹具, 保证在加热激活吸附剂时,管壳密封区温度低于焊料的熔点。通常是将吸附剂固定到盖板上, 焊料环固定到管壳的密封区, 如图4 所示。图 5 是陀螺仪的封帽模具示意图 ( SST ) ,将管壳置于模具的下层, 盖板置于可移动层, 盖板和管壳之间有一定的距离, 在加热激活吸附剂时,管壳不加热, 当达到要求的激活温度和时间后, 可移动层下移, 使盖板与管壳紧密接触, 按封帽曲线进行封帽。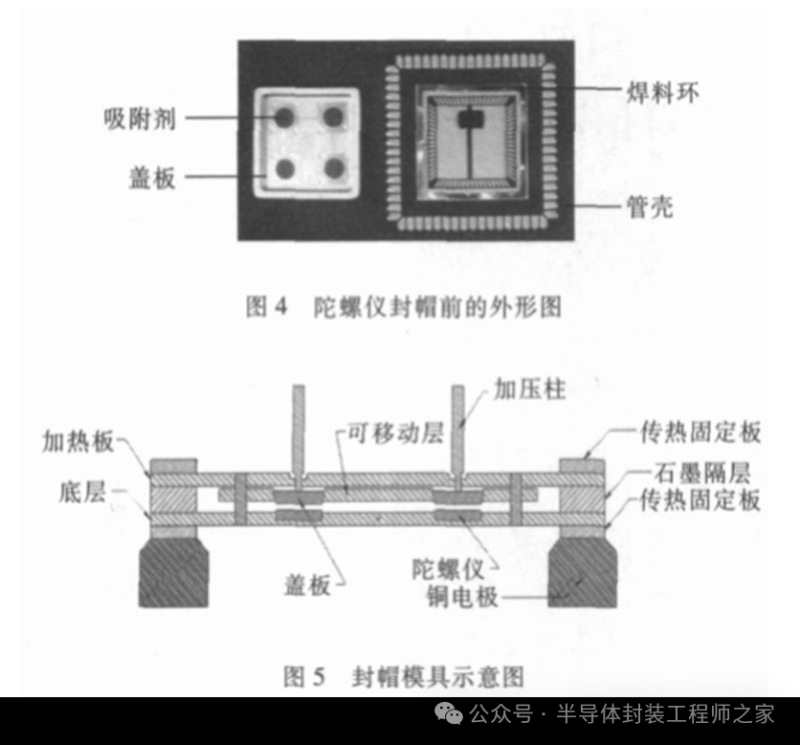 3.2 使用润滑剂
3.2 使用润滑剂
在 MEMS 封装中加入挥发性的润滑剂以降低摩擦和磨损, 所用材料可以是能释放气体的固体,其使用方法与吸附剂类似。也可以使用液体材料,在封盖之前, 向封装内滴入一小滴即可。一个用Z-DOL ( monti edison ) 得到的全氟聚酯 ( PFPE )润滑剂单分子结合层, 可大大减小静摩擦力, 也使得接触界面对环境不敏感。高温会引起润滑剂分子的解吸和分解, 不同种类的润滑剂容许的最高温度不同, 如 Z-DOL 、 AM3001 和 A20H 容许的最高温度分别为 183 ℃ 、 280 ℃和 326 ℃。在选择封帽工艺, 确定封帽步骤时, 要充分考虑所选择的润滑剂的热稳定性。
4 结束语
封帽是 MEMS 封装中的一道关键工艺, 对MEMS 而言, 封装的内部环境至关重要。有些器件必须高真空条件下才能具有功能, 有些 MEMS 器件则需要低湿和低氧环境以防止器件粘连及氧化;还有一些 MEMS 器件需要加入润滑剂以降低摩擦和磨损。 MEMS 是迄今为止封装界所遇到的最为特殊的器件, 要针对 MEMS 器件的不同要求, 选择恰当的封装方式才能充分发挥 MEMS 的性能。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我们联系,我们将及时更正、删除,谢谢。




长按屏幕识别二维码
打开手机扫描二维码





